創業大正10年。気仙沼から「美味しい食卓 豊かな暮らし」をお届けします。
創業大正10年。気仙沼から「美味しい食卓 豊かな暮らし」をお届けします。



2021.11.15
気仙沼の造り酒屋「角星」さん
角星さん
両國角星さんは明治38年創業、115年続く、気仙沼の造り酒屋です。



店舗の建物は国の登録有形文化財です。東日本大震災で建物の2階部分だけが残りました。一度解体したうえで、平成28年11月に元の位置に再建されました。現在、1階は店舗として,2階部分は復旧過程の展示や会議室として活用されています。被災時に2階部分に残った素材もそのまま使われている箇所も多くあり、当時からの床材や窓が、趣深く残っています。

窓は、擦りガラス・石目調のガラスが組み合わされたもので、今ではとても珍しく、美しいデザインです。
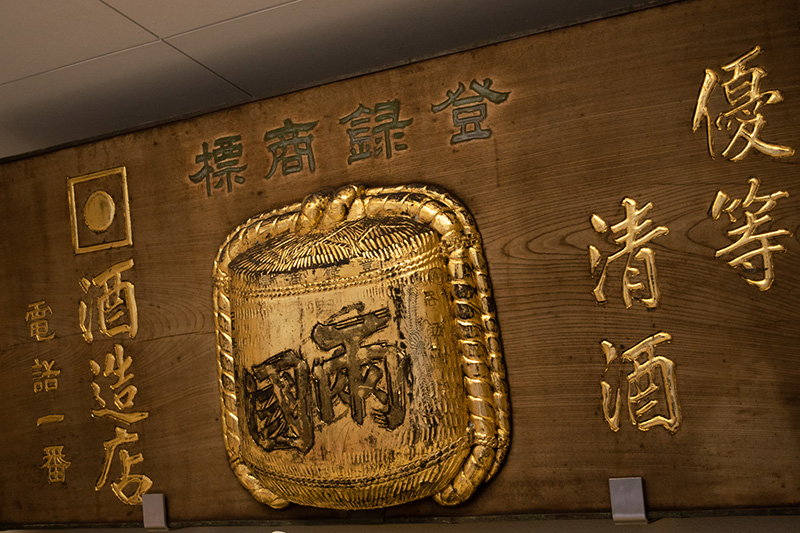
角星さん「水鳥記」
看板商品の「水鳥記」


通常の水鳥記の他に、「裏隠し」

という数種類の水鳥記のブレントも年に3回出ています。
「水鳥記」の名前の由来は「三水(さんずい)」に「酉(とり)」と書いて「酒」、お酒の歴史を「記す」という意味で作られました。先代が残した角星さんの酒蔵の歴史をまとめた本の名前が「水鳥記」だった事からも、この名前がついたそうです。
白山製造場
2021年10月に移設したばかりの白山製造場にも、伺ってきました。


玄関で迎えてくれる看板は、移設前の製造場にあった看板です。
角星の斉藤専務さんにお話を伺いました。


ここは実は2015年に閉校した白山小学校の旧校舎や体育館を買い取り、醸造工場として新設されました。その為、製造場の中は、懐かしい小学校の教室の雰囲気そのままに、使用しています。


白山に通る鹿折川の支川を引けることもこの場所にした理由の一つだそうです。鹿折川の水はどちらかというと硬水で、お酒も芯のある味になるそうです。工場の中です。
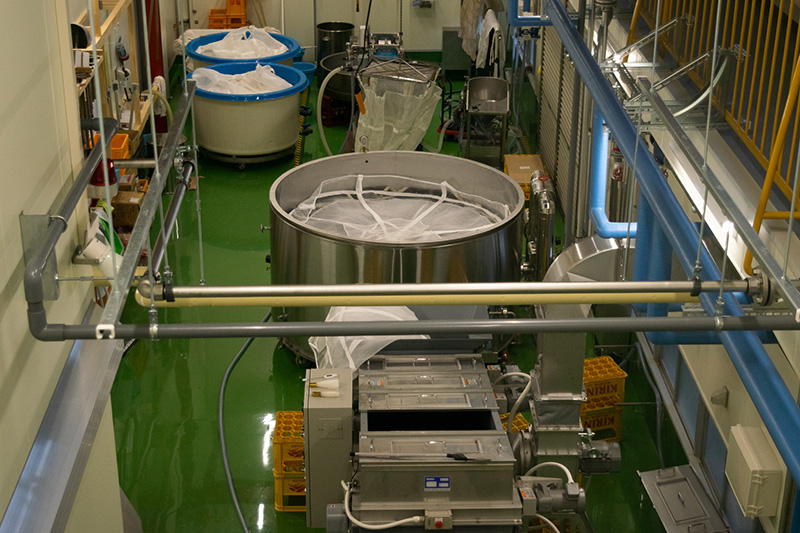
近年、清酒工場もどんどん食品基準と同じ様な衛生基準を設けているそうで、これまで当たり前だった半外で作業をすることは少なくなってきているそう。製造場の中は、これまでの酒蔵さんのイメージとは全く違う雰囲気です。

「室(むろ)」と呼ばれる麹ができるお部屋です。温度と湿度を麹の繁殖に最適に管理された環境です。斉藤専務さんは「掃除がしやすい蔵」と表現されていましたが、オールステンレスで、長期に渡って衛生的に保てるよう、機械に使用する素材にもこだわったそうです。


糀を均一にし、乾かす木枠です。


お酒が入るタンクです。このタンクの中で酒母(お酒の元となるもの)、麹、蒸米、水を加えて23日ほど発酵させます。

結構な高さです・・・!そして足場の幅が狭いです。

発酵中の麹です。私たちが伺った時は発酵4日目。近くで香りを嗅がせて頂くと、最初は甘い香りですが、更にしっかり嗅ぐと


発酵で、お酒になろうとしている強い香り。しゅわしゅわと音を立てて発酵中です。

味が変わらないように60度前後で火入れ作業をしたり、検瓶作業をされている部屋です。

伺ったタイミングで丁度水鳥記のラベル貼作業をされていました。

斉藤専務さんが仰っていましたが、どちらかというと食品工場に近い環境でお酒造りがされていました。時間や温度など、機械で管理できる箇所は機械に頼りつつも、長年引き継いできた酒蔵の職人の方々の「人ならでは」の丁寧な手仕事が活きています。